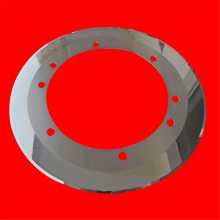
切台圆刀是可以实现智能化控制的
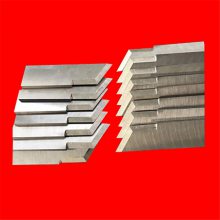
分条机刀片采用框架结构采用全钢焊接;四角八面直角导轨、精度高,刚性好,并采用液压预紧。液压系统采用二通插装集成阀;整个系统采用“PLC”可编程序控制器;并可配置行程数显、光电保护装置及移动工作台(方便更换模具),捆条机大圆刀批发,闸式分条机刀片具有上滑块及下液压垫的双动功能,信宜捆条机大圆刀,工作压力行程可在规定范围内按工艺要求调节,操作简便采用按钮集中控制。具有调整、手动及半自动三种操作方式。
切台圆刀怎样使用才会寿命长
不管切台圆刀设计得何,或用什么材料制成,切台圆刀的 制造商都应该提供切削速率和每齿进给量的初始值。假设没有这些数据,捆条机大圆刀厂,就应该向制造厂家的技术部门咨询。厂商应该熟知他们的产品在实行全宽度开槽铣削、外廓 铣削、插铣或斜坡铣削时的才干何,由于许多标准铣刀大多数不能完成这样多的加工工序。比,假设铣刀没有足够大的二后角,则斜坡铣削的斜角就要减小。
假设把进给量减小(可转位铣 刀的每齿进给量减至0.025~0.5mm),切台圆刀切削刃将剧烈地摩擦工件,捆条机大圆刀采购,结果是切台圆刀很快或是立即损坏。摩擦能引发工件表面的加工硬化,为避免加工硬化,切一刀时应坚持一定的切削负荷(0.15~0.2mm/每齿进给量)。 切削深度取决于多种要素,切台圆刀设计,切台圆刀高度、卡具刚性、刀具总长、机床马力等。但当刀具的后角和前角为5°~11°正值时,最适于加工粘度大。
决定切台圆刀好坏的步骤你了解吗
我们知道一个好的产品,经久耐用是经过很多繁琐的生产步骤来决定的。有客户咨询我们的时候,会提到之前买的切台圆刀经常掉口,经常崩口。现在根据这种情况我们就谈谈一套完整的经久耐用的切台圆刀生产过程。
锻造 通过空气锤的锻造消除钢材在冶炼过程中产生的疏松和空洞等缺陷。锻造的用途,就是让切台圆刀原材料更扎实。
热处理 热处理工艺是***和提供产品质量的非常重要的程序,客户所提的崩口和掉口 主要就是原因就是热处理。热处理作用使切台圆刀材料提升更高的硬度。