在齿轮加工中,薄膜齿刀厂家,需要计算包装机齿刀有效切削长
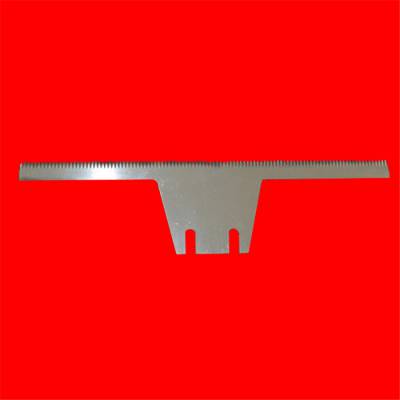
齿轮包装机齿刀的短有效切削长度是指能切出齿轮全齿高所需的包装机齿刀短轴向长度(L0t)min。在齿轮加工中,需要计算包装机齿刀短有效切削长度的情况很多。
1 计算方法
根据图1 可推导计算出滚切直齿轮时的(L0t)min。对于普通精度的包装机齿刀,由于螺旋升角很小,可认为法向齿形角等于轴向齿形角。设过切点P 的啮合线与齿轮齿顶圆直径的交点为a,与包装机齿刀齿顶线的交点为b,则工件齿形在啮合线a与b点之间形成。过a点作啮合线的垂线与包装机齿刀齿顶线交于c’,设c’外侧的包装机齿刀齿顶齿角为c,则包装机齿刀齿部沿法向的短距离(即不需串刀即可切出齿轮全齿高的短长度)为 (L0n)min=2(pm/2+CE)=pm+2L3
包装机齿刀的热处理要领和特性
包装机齿刀完全退火处理
完全退火处理系将亚共析钢加热至Ac3温度以上30~50℃、过共析钢加热至Ac1温度以上 50℃左右的温度范畴,薄膜齿刀哪家质量好,在该温度连结充分时间,包装机齿刀片,使成为沃斯田体单相构造(亚共析钢)或沃斯田体加上雪明碳体殽杂构造后,在举行炉冷使钢材软化,以得到钢材佳之延展性及微细晶粒构造。