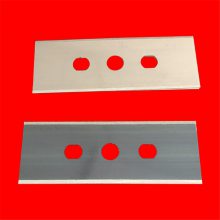
切断刀具的结构如图2所示。由于171/172切断机床的加工尺寸范围较大(4 ”~10 ”),而所用刀具仅有3 种规格,因此刀具中设计了尺寸调整机构,尺寸的调整通过调整螺钉TA-2938 来实现。调整步骤如下:将油墨刮刀置于下刀夹TB-4121 上,通过紧固螺钉3 压紧上压板TA-2872,河源油墨刮刀,使油墨刮刀在下刀夹上夹紧。然后在刀具预调室内将刀具置于图3 所示的刀具调整规TE-2665 内并固定好,油墨刮刀价格,通过转动手柄TB-2468,可将调整螺钉TA-2938 调整到所需尺寸,然后紧固螺钉4(见图2),压紧半螺母压板TA-3058-A,油墨刮刀片-,使调整螺钉TA-2938 固定,即完成了加工尺寸的调定。将调定尺寸的4 把切断刀安装在切断机床的刀盘上,即可进行切断加工。
油墨刮刀解析凹版印刷塞版故障原因
油墨干固于版面
虽然凹版滚筒网点中油墨的转移率(即转移到承印物表面上的比例)通常是由油墨的类型,黏度,印刷速度等因素来决定的,但不管是哪一种情况,转移后总会有50%+30%的油墨残留在网点中,当这些残余油墨受到某些因素影响发生干固(黏度增大)时,印版滚筒再次进入油墨槽时,油墨刮刀批发,就难以完全溶解,油墨转移率也会随之降低.久而久之,网点就变得越来越浅,转移率也越来越低,***发生塞版故障.当然此类塞版故障与油墨类型、溶剂、干燥速度等因素有关,而且与印刷机的构造也有很大关系.
油墨刮刀的材料结构及其几何参数材料
成形车刀可分为片形(平体)和圆形两种:圆形成形刀的寿命要比片形(平体)成形刀长。这种成形刀制造工艺复杂,成本高。为此我们选用了片形(平体)成形刀,它是由片状刀片和刀杆组成的,刀杆与刀片是分体的,刀片的互换性好,刀杆可重复使用。刀片加工只需加工上下面与后角,油墨刮刀前角在安装时自然形成。油墨刮刀制造工艺性好、周期短,成本低是这类成形刀的大特点。DS/1006梳形成形刀是片形平体结构(图2)。油墨刮刀结构为机夹刀的模式。刀刃是10个齿形的梳形结构。10个齿前面还有一个定位面,是为了***工件上个齿的中心线到端面的1.8mm。这样既能***质量,使用又方便。刀杆的定位面要求粗糙度Ra0.8μm,是为了油墨刮刀安装时,可调整梳形刀的刀刃与工件的轴心线平行,以***工件10个小槽的形状正确,深度一致。