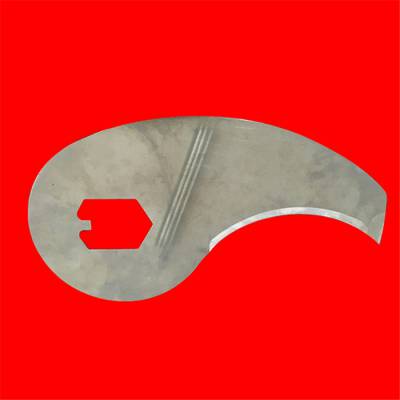
超薄异形刀片的修磨保养技巧
锯超薄异形刀片在使用一段时间后,由于频繁的作业,刀口会产生不可避免的磨损,掌握维护的方法,等于加长了刀片的寿命。因此刀片就必要实时的举行修磨处理,这样才能使设备高效率稳定的生产,具体的修磨要领有如下5点。
1.修磨进程中不宜研磨过快导致温度过高,致使刀口烧黑,弧形刃刀片,这样会改变刀口材质的性质,降低刀口韧性和硬度,大大降低刀片寿命。要缓慢的匀速加工,避免修磨过程中过于发热而影响刀片寿命.锯超薄异形刀片修磨后便可以很好的维持它的基天性能,剪切工件越发有力度,弧形刃刀片批发,确保生产进程的顺利。
2.不管是修磨之后的刀片还是崭新的刀片,在未装机使用之余,必须涂上防锈油,用油布或者拉伸膜包装好,置放于干燥处。
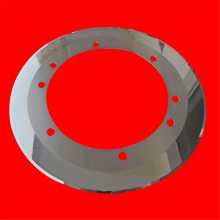
硬质合金可转位刀片技术要求-上弓刀片
带圆孔的、无孔和沉孔硬质合金可转位刀片的技术要求刀片后面平直度,向内凹不大于0.05mm,向外凸不大于0.03mm。
刀片基面平直度,带圆孔的和无孔刀片只允许向内凹,其值不大于0.05mm;沉孔刀片只允许向内凹,其值不大于0.03mm。
刀片表面不得有对使用有害的缺陷,弧形刃刀片价格,刃口部分不得有掉边掉角;非工作部位掉边掉角不大于0.3mm。
刀片的主要性能及组织结构应符合YB849-75《硬质合***号》或相关标准的规定。
刀片断面组织应均匀一致,不得有对使用有害的缺陷。
凡新开发的或引进的新材料应高于YB849-75标准,符合企业推荐值。
异形刀片的选择因素
异形刀片基体的选择由于碳化钨硬质合金具有较高的硬度,较好的导热性和韧性,弧形刃刀片厂,因此多采用含有Co的碳化钨硬质合金作为PCBN刀片基体。Co作为一种溶剂和粘结剂可以***提高CBN的烧结度,增强PCBN的强度,但是碳化钨硬质合金中Co的含量不能过高,否则将影响PCBN刀片的耐磨性,缩具的使用寿命。