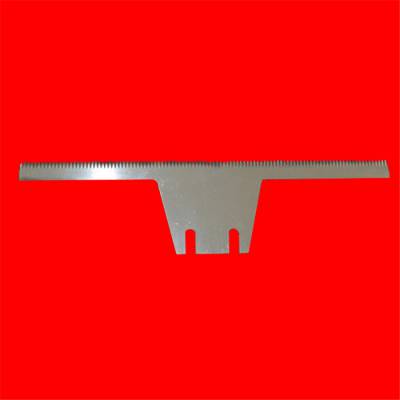
包装机齿刀的热处理要领和特性
包装机齿刀软化退火处理
软化退火热处理的热处理步调是将工件加热到600℃至650℃范畴内(A1温度下方),维持一段时间之后空冷,薄膜齿刀哪家质量好,其紧张目的在于使以加工硬化的工件再度软化、复兴原先之韧性,以便能再进一步加工。此种热处理惩罚要领常在冷加工进程重复实施,故又称之为制程退火。大部门金属在冷加工后,质料强度、硬度会随着加工量渐增而变大,也因此导致质料延性低沉、材质变脆,薄膜齿刀厂家,若必要再进一步加工时,须先经软化退火热处理才气连续加工
市场上常用的油墨刮刀有哪几种?
EBL油墨刮刀、MDC油墨刮刀、 MDC陶瓷刮刀、 SAKAE优质油墨刮刀、AD油墨刮刀等瑞士EBL刮墨刀系***产品。采用优质钢材,经的加工设备和目前***的工艺精加工而成。
瑞士Datwyler公司是全球最的刮墨刀生产商。它以高品质的生产工艺始终为用户提供使用于各类印刷机使用的油墨刮刀, 其中MDC油墨刮刀更以均匀一致的刮墨效果,***的使用寿命得到广大客户的认可。
MDC陶瓷刮刀刀口独特的陶瓷涂层可有效减少印刷问题,提供清晰的刮墨效果,具抗腐蚀性,有效减少了拖线,从而***减少了浪费。SAKAE刮墨刀采用瑞典优质钢材,经的加工设备和***的工艺精加工而成。
所有产品在出厂前都按照标准经过了严格的质量检验和测试,包装机齿刀片价钱,***了产品质量的稳定和一致性。
在滚齿加工中,增加包装机齿刀数可成倍提高工作台转速,大幅度提高加工效率,因此多头滚刀作为一种高效刀具已广泛应用于中、小模数齿轮的加工。
被加工齿轮参数为:模数m=12mm,压力角a=20°,变位系数X=1. 3,齿数Z1=38;齿坯为锻件;在Y30100 滚齿机上进行加工。通过分析计算滚齿机和双头滚刀的加工能力,确定非标双头滚刀的设计参数为:外径De=200mm,孔径d=50mm,容屑槽数Z刀=10,包装机齿刀片,分圆螺纹升角lf=8°22",直槽,0°前角,带圆弧头触角,齿厚留量DS=1.6mm,右旋。现将设计要点说明如下。