油墨刮刀修复的时候需要注意哪些技巧?
油墨刮刀在印刷过程不断的被摩擦,肯定会在产生的时候出现一定的磨损,这就导致刀刃变钝、产生缺口、刀边变得不平直等问题。
使得印刷产品的油墨层就不平整,对印刷质量产生较大影响。而且,油墨刮刀的耐磨性***,所以用一般的研磨设备很难修磨,这就增加了修磨的难度。
修磨油墨刮刀也要讲究技巧,包括手工修磨和机械修磨两种方法。一般来说,机械修磨的质量均匀稳定,要比手工修磨好。而手工修磨时,会由于油墨刮刀的角度与压力不稳定而影响修磨的效果。在磨刀过程中,我们要把油墨刮刀竖直悬挂,前后拉动磨擦材料,直至刀刃变得光滑。 除此之外,我们还可以用刀刃锋利的刀子(手动裁纸刀或机械裁纸刀)把钝刀刀刃切去一部分。但如果刀刃损坏得非常严重,则需要换一个新的刀刃。
油墨刮刀应用
选用刮刀前须了解以下有关情况:
印刷的品种
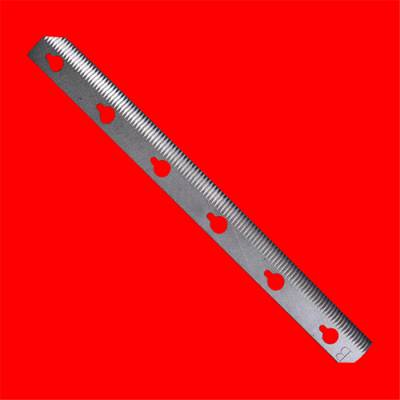
凹版、柔印版,兴宁包装机齿刀片,一般按以下印刷类别选择所需刮刀,但所需刀刃的误差不大于+5um。50 um:主要用于普通包装印刷:纸板和装饰印刷等。
印刷基材
纸张、塑料膜、铝箔等,需要75um油墨刮刀,主要用于凹版印刷软片铝箔等的刮墨。
油墨特性
可溶性、水基性、涂布辅料,选用100 um:主要用于柔性印刷,涂布及胶辊等,包装机齿刀片价钱,以及125 um:主要用于柔性印刷:陶瓷网纹辊等。
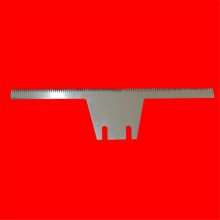
如何选择包装机齿刀
当我们在选择包装机齿刀平面磨床的时候,有很多种磨削方式,我们需要根据实际情况来选择,更要弄明白每一种磨削的优缺点,这样才可以让生产提高。在平面磨床上的平面磨削,精度一般可达公差等级IT7~IT6级。
当端面包装机齿刀磨削时:
一般在立轴平面磨床情况下。用筒包装机齿刀型砂轮端面磨削时,枕式包装机齿刀片哪有卖,砂轮主轴主要承受轴向力,因此主轴的弯曲变形小,薄膜齿刀厂家,刚性好,磨削时刻选用较大磨削用量。此外,用筒形砂轮磨削端面磨削时,砂轮与工件的接触面积大,同时参与磨削的磨粒多,所以生产效***。但是磨削过程中发热量较大,切削液不易直接浇筑道磨削区域,排屑也较困难。因而工件容易产生热变形和。