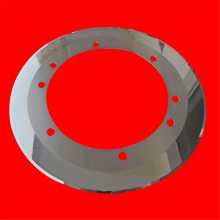
超薄圆刀片的热处理技术经验
现在,随着轻行业生产的高速发展,推动着市场消费了数量巨大圆刀片产品,而超薄圆刀片由于利润***,是企业间相互竞争的关键产品。目前,除了对产品的质量要求较高以外,在成本的控制方面胜出,也决定了企业的市场竞争力。而超薄在工艺上要求较高,而且其精度控制也要求企业具备相当高的生产经验,从而增加了产品的热处理难度,稍一不慎,就可能导致大量的半成品报废,给企业造成制造成本加大。
不锈钢铣槽用什么圆锯齿铣刀片好?
OSG铣刀:产品系列有OSG硬质合金立铣刀,OSG高速钢立铣刀 。
其产品特点:尖角部采用特殊形状设计,提高了刃尖的刚性,保护尖角防止崩损。
OSG钻头: OSG硬质合金钻头,OSG金刚石钻头,VP黄金钻头,EX黄金钻头。其中EX黄金钻头能将切削分断的细小均匀,不仅提高了操作性和安全性,而且还可应用在加工中心和自动化设备的无人作业中。
OSG中心钻系列:OSG中心钻头可进行钻孔前的中心定位加工和倒角加工。中心定位加工可提高孔的位置精度,倒角加工可防止攻丝时在端面产生的毛刺。OSG铰刀:OSG硬质合金直刃铰刀、OSG硬质合金铰刀(锥柄)、OSG硬质合金铰刀(直柄)。
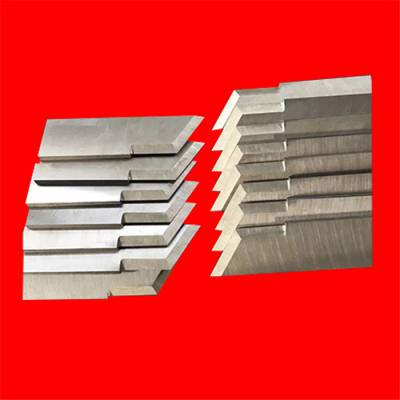
硬质合金可转位刀片技术要求-上弓刀片
带圆孔的、无孔和沉孔硬质合金可转位刀片的技术要求刀片后面平直度,向内凹不大于0.05mm,向外凸不大于0.03mm。
刀片基面平直度,带圆孔的和无孔刀片只允许向内凹,其值不大于0.05mm;沉孔刀片只允许向内凹,其值不大于0.03mm。
刀片表面不得有对使用有害的缺陷,异形薄刀厂,刃口部分不得有掉边掉角;非工作部位掉边掉角不大于0.3mm。
刀片的主要性能及组织结构应符合YB849-75《硬质合***号》或相关标准的规定。
刀片断面组织应均匀一致,不得有对使用有害的缺陷。
凡新开发的或引进的新材料应高于YB849-75标准,符合企业推荐值。