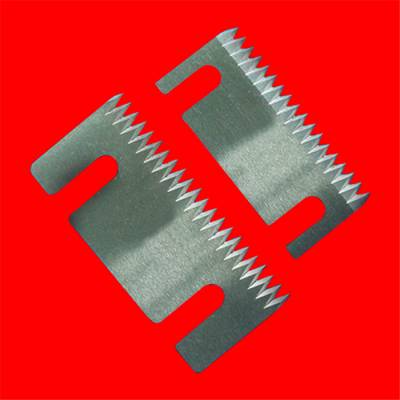
硬质合金可转位刀片技术要求-上弓刀片
带圆孔的、无孔和沉孔硬质合金可转位刀片的技术要求刀片后面平直度,向内凹不大于0.05mm,向外凸不大于0.03mm。
刀片基面平直度,带圆孔的和无孔刀片只允许向内凹,其值不大于0.05mm;沉孔刀片只允许向内凹,超薄异形刀片采购,其值不大于0.03mm。
刀片表面不得有对使用有害的缺陷,刃口部分不得有掉边掉角;非工作部位掉边掉角不大于0.3mm。
刀片的主要性能及组织结构应符合YB849-75《硬质合***号》或相关标准的规定。
刀片断面组织应均匀一致,不得有对使用有害的缺陷。
凡新开发的或引进的新材料应高于YB849-75标准,符合企业推荐值。
超薄圆刀片的热处理技术经验
目前,给超薄圆刀片进行热处理,一般采用箱式炉进行加温,需要将产品垂直吊挂在炉中,以减少刀片的变形系数;加热温度时适当提高温度,以增加产品淬火后奥氏体的含量,这是因为奥氏体可部分抵消由于组织转变所引起的淬火畸变,产生较好的塑性,更有利于淬火后的热校直;热校直的原理是利用相变超塑性直接进行,在这里需要准备专用夹具,将超薄圆刀片加压夹持;回火过程也需要把产品始终夹持在夹具中。
超薄异形刀片各种材料分析
硬质合金可转位刀片现在都已用化学气相沉积法涂覆碳化钛、氮化钛、氧化铝硬层或复合硬层。正在发展的物***相沉积法不仅可用于硬质合金刀具,也可用于高速刀具,如钻头、滚刀、丝锥和铣刀等。硬质涂层作为阻碍化学扩散和热传导的障壁,使刀具在切削时的磨损速度减慢,涂层刀片的寿命与不涂层的相比大约提高1~3倍以上。