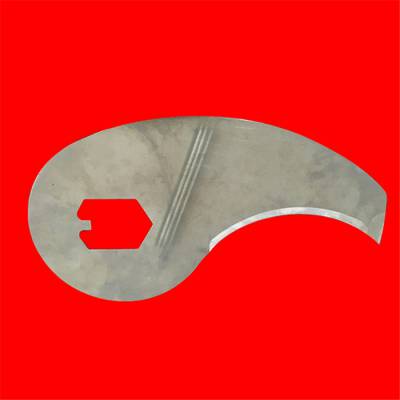
超薄异形刀片应用?
超薄异形刀片切削部分的几何参数对切削效率的高低和加工质量的好坏有很大影响。增大前角,可减小前刀面挤压切削层时的塑性变形,减小切屑流经前面的摩擦阻力,从而减小切削力和切削热。但增大前角,同时会降低切削刃的强度,减小刀头的散热体积。
制造超薄异形刀片的材料必须具有很高的高温硬度和耐磨性,必要的抗弯强度、冲击韧性和化学惰性,良好的工艺性(切削加工、锻造和热处理等),并不易变形。
通常当材料硬度高时,耐磨性也高;抗弯强度高时,冲击韧性也高。但材料硬度越高,其抗弯强度和冲击韧性就越低。高速钢因具有很高的抗弯强度和冲击韧性,以及良好的可加工性,现代仍是应用***的刀具材料,波形圆刀片批发,其次是硬质合金。
精密,高性能的机械和电机系统还不能完全满足PKD刀片刃磨的需要,波形圆刀片厂,还不能***经济高效的生产出合格的或者说刃磨出合格的PKD刀片。它们还必须依靠高效的软件控制程序。
通过与亚琛的Esco有限责任公司的密切合作,Agie公司研发了Windows系统的EDMMap软件。它可根据刀具的几何尺寸生成回转切削加工刀具的NC测量,电腐蚀加工以及刃磨加工程序。的获取刀片实际位置,实际角度和切削面形状的参数是高精度电腐蚀加工的前提条件。是在生产加工机床中直接测量这些数据,或者在五坐标测量机床中测量,所有的生产准备和切削加工数据应具备网络调用的能力。
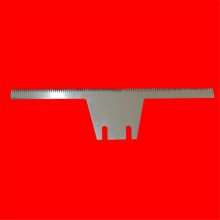
超薄异形刀片使用前需注意事项
1,安装完毕没问题后,将机器开启进入空走预热5分钟,待机器稳定的进入工作状态时再进入正常生产作业。
2,波形圆刀片厂家,在生产过程中如出现卡料行为,超薄异形刀片还卡在产品区域,禁止蛮力硬拉强扯产品,即危险,又对超薄异形刀片造成伤害,一定要吧自动作业调至手动操作,波形圆刀片,再具体手动回位等操作,把超薄异形刀片回位取出卡料。
3,使用中听到异常声音,看到异常晃动或切面不平时请停止作业并查找异常原因,超薄异形刀片钝化磨损严重,及时更换。