油墨刮刀运行速度及网络框架的选择
确定网络距离的净利润是从屏幕的基板表面的距离。净利润是太大太小会使图像尺寸和精度的变化。无论什么紧张,过度网络距离将导致图像扩大。在较大的张力,枕式包装机齿刀片报价,屏幕和基板分离速度比刀速度,这会导致变形的刮刀。高网络距离屏幕损坏也非常强大。
粘粘贴而不是无缝隙的盔甲,也可能是由于过度紧张而脱落。低网络距离将导致网版与承印物不易分离。屏幕和基板分离速度刮刀运行缓慢,它将使网络标识,并造成蹭脏,正确的间距应能确保快速分离屏幕和基板。净间距的选择和屏幕高张力线张力,可以选择较低的网络距离,低张力线应选择较高的网络距离。通常这些数据在2 ~毫米选择屏幕框架框架材料优选铝制品,它是相对较轻,强度高,枕式包装机齿刀片哪有卖,适合印刷的图像,尤其是四色印刷,必须选择刚性好的网框,特种印刷行业使用的网框是非标准的,这是因为特殊印刷基板形状造成的各种奇怪的东西。
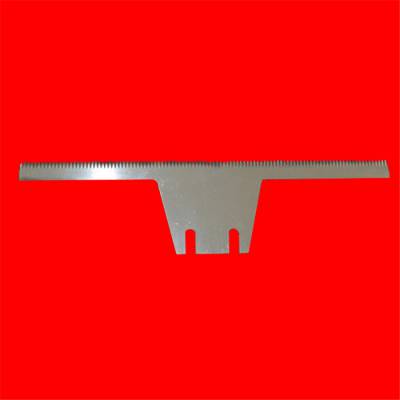
包装机齿刀的热处理要领和特性
包装机齿刀完全退火处理
完全退火处理系将亚共析钢加热至Ac3温度以上30~50℃、过共析钢加热至Ac1温度以上 50℃左右的温度范畴,在该温度连结充分时间,使成为沃斯田体单相构造(亚共析钢)或沃斯田体加上雪明碳体殽杂构造后,包装机齿刀片,在举行炉冷使钢材软化,薄膜齿刀哪家质量好,以得到钢材佳之延展性及微细晶粒构造。
在滚齿加工中,增加包装机齿刀数可成倍提高工作台转速,大幅度提高加工效率,因此多头滚刀作为一种高效刀具已广泛应用于中、小模数齿轮的加工。
被加工齿轮参数为:模数m=12mm,压力角a=20°,变位系数X=1. 3,齿数Z1=38;齿坯为锻件;在Y30100 滚齿机上进行加工。通过分析计算滚齿机和双头滚刀的加工能力,确定非标双头滚刀的设计参数为:外径De=200mm,孔径d=50mm,容屑槽数Z刀=10,分圆螺纹升角lf=8°22",直槽,0°前角,带圆弧头触角,齿厚留量DS=1.6mm,右旋。现将设计要点说明如下。